




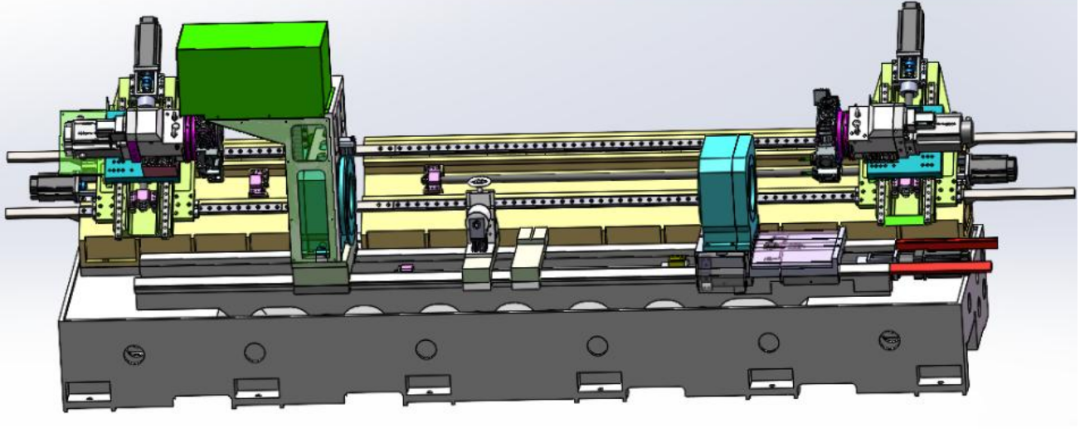
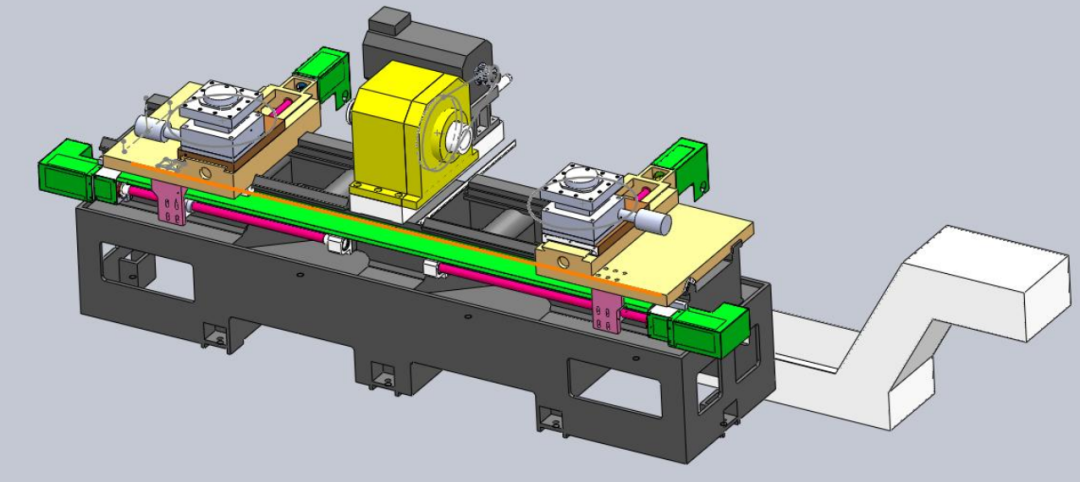
我们首先了解一下中置主轴式双头数控车床的定义,中置主轴式双头数控车床也被称中驱双头车床,核心为机床主轴箱安装在机床床身中间部位,两个刀架分列于主轴两端,工件从中部夹紧,两端可以同时加工 ;
床身结构一般有斜床身、平床身两种;刀架可采用立式刀架(一般为四工位)、卧式刀架(一般有六工位、八工位、十二工位三种);主轴可按工件结构、长短不同采用单主轴与双主轴的方式;在一些特殊工件的应用上,还可以选用尾座、支撑架等周边附件,以提升加工质量。

一、结构特点与优缺点
结构主要特点
1、主轴单元在机床中心位置,双向夹持工件;
2、左右各一套独立刀架/滑板(X1/Z1、X2/Z2);
3、 整体高刚性床身(常为斜床身,经济型选用平床身),采双通道数控系统(早期也有过采用两个数控系统来达成控制要求的,近几年基本摒弃)。
结构优点
1、刚性强:中间驱动、受力对称,振动小、抗切削力强;
2、热变形均匀:主轴居中、热源对称,精度更稳 ;
3、布局紧凑:比两台单头车床占地小;
4、排屑顺畅:多为斜床身+后排屑,不易积屑;
5、夹持稳定:中间夹紧+两端顶尖,长轴不易甩动。
结构缺点
1、主轴箱复杂、成本高:双向夹紧、中置驱动,制造难度大;
2、中间区域难加工:工件中段接近主轴,刀具易干涉;
3、换刀/维护空间小:主轴居中,两端刀架维修不便;
4、工件长度受限:过长工件易振动,不适合超长轴。

二、加工性能优缺点
加工优点
1、效率翻倍:两端同步切削,效率≥2台单头车床;
2、一次装夹:无二次装夹误差,同轴度/同心度极高;
3、精度稳定:对称结构+双通道控制,形位公差好;
4、工序集中:端面、外圆、内孔、槽、螺纹两端一次完成;
5、 适合批量轴类:电机轴、传动轴、活塞杆、齿轮轴等 。
加工缺点
1、非对称件难加工:两端工艺差异大时,同步效率低;
2、中段加工受限:靠近夹持区无法车削/钻孔;
3、编程复杂:双系统同步/异步、防干涉编程难度高;
4、大直径/短粗件不优:笨重工件中间夹持易变形;
5、刀具干涉风险高:两端刀具易撞,需严格仿真。
三、加工使用场景的分析
最适合工件类型与使用场景
1、细长轴、对称轴类(电机轴、传动轴、活塞杆等);
2、同轴度/同心度要求高的工件(≤0.01~0.03mm) ;
3、大批量加工;
4、配套自动化产线。
不适合工件类型
1、非对称复杂零件、一端极长一端极短;
2、超大直径/超重盘类、短粗工件;
3、单件/小批量、成本敏感场景。

四、总结
中置主轴双头车床 = 两头对称轴类高效精密加工利器
优点:刚性、同轴度、效率、稳定性有较大的提升,减少加工工序与工件在机台间的转运,易于组线,自动化程度高,;
缺点:结构复杂、成本较高、工件中段难以加工、编程要求较高。




