




段节梁为生产的篦冷机关键件,批量大、制作复杂,对于其中主要工序之一—折弯,由于没有专门设备,一直以来都是由外协来完成,从而制约了我们的生产进度及产品质量控制,为此工程技术人员根据公司要求,对现有一台闲置800 t压力机,改造为兼篦冷机段节梁的折弯机,同时设计制作了段节梁的折弯工装,配合压力机使用,对段节梁进行折弯,充分发挥公司内原有设备的潜能,从而不受外协进度制约,为公司节约了大量的外协费用,满足了生产节奏。
工装设计思路
根据要求的形位公差,设计折弯机结构,确定折弯上下模,上模要能够和现有压力机进行把合,还要易于拆卸,同时要考虑折弯厚20mm钢板所需强度。下模要与现有折弯机下模相似,但要考虑到在工作台上固定,设计了固定装置,把合在工作台T型槽内,加上下模自重,即可固定住,并在工作台上安装了用于支撑和移动钢板的滚轮装置2套,使钢板定位时,能够前后移动,省时省力,还可根据段节梁长度不同,在工作台上调整两滚轮装置间的距离。
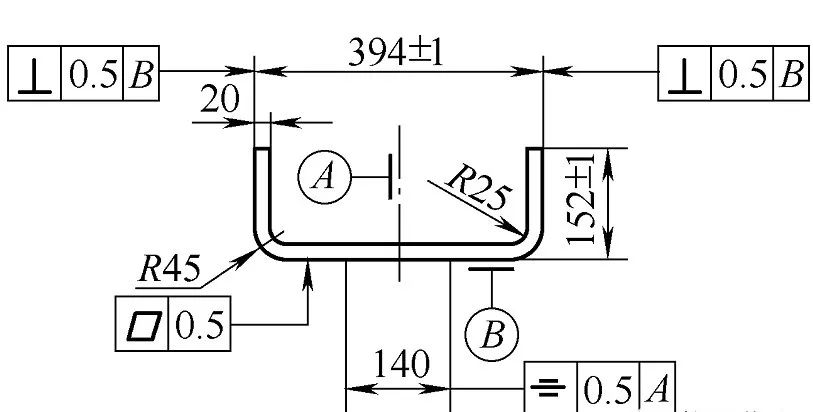
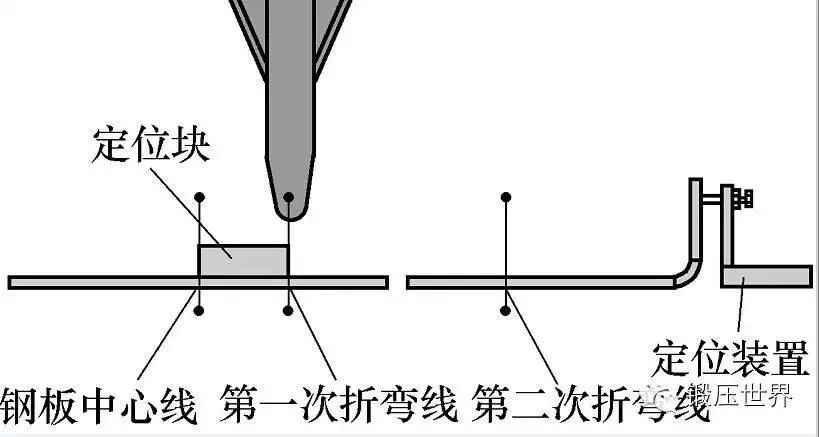
仔细再分析一下折弯工件,需要双边折,形位公差要求严格,为保证下料有宽有窄对折弯的影响,也为了批量生产,想出一套定位方法,即下料后,划出钢板中心线,用定位块量出第一次折弯线,定位块长度就是钢板中心到折弯线长度,第二次折弯线就是第一次折弯线的对称线,如何才能准确快速确定这条折弯线?根据两折弯线之间距离,加上板厚调整定位装置中顶丝到折弯刀具的距离,然后固定,每次折弯只需顶住顶丝,即可定位。如板厚不均重新调整顶丝,折弯后在用三角检验角尺检测折弯角度是否合格时用翻转支撑工装顶住,翻转支撑采用合页与固定在T型槽内的连接块相连,使用时翻转,不用时放平,可很轻松的顶住工件。
工装结构组成
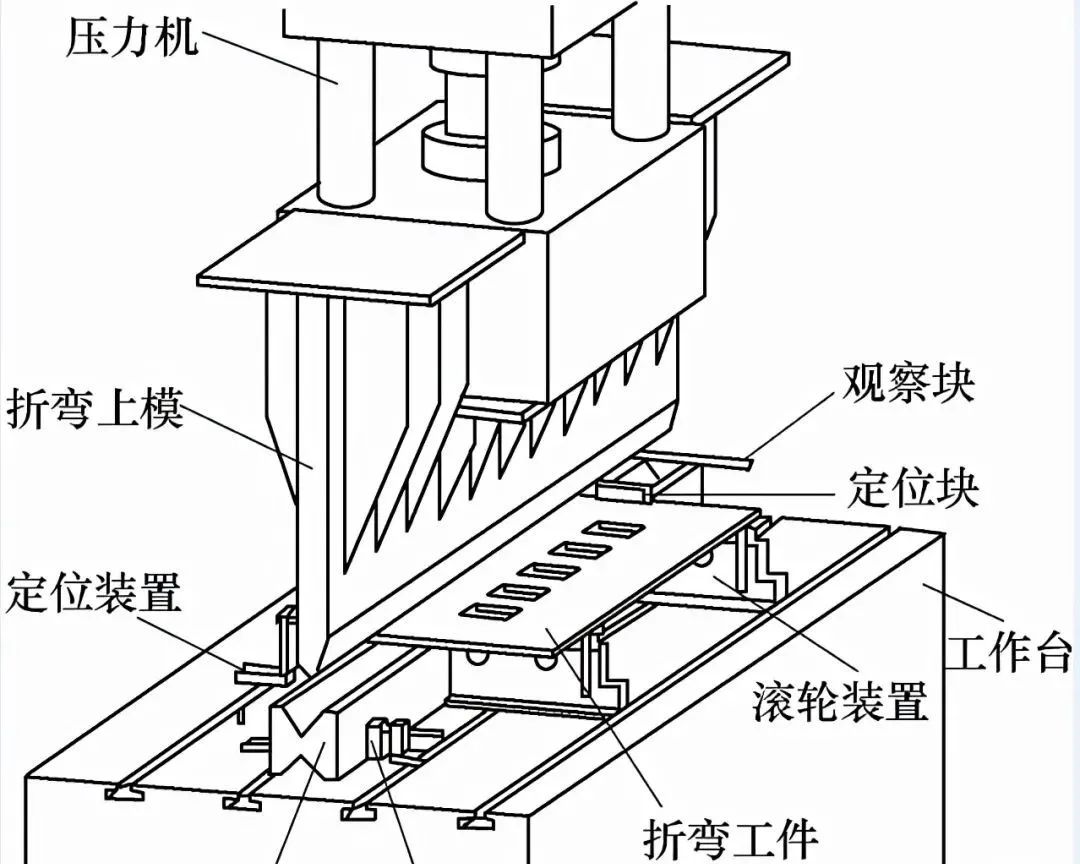
本套装置除去压力机与工作台为现有设备,需要制作9个部分,其中主要装置有折弯上模、折弯下模、滚轮装置,辅助装置有定位装置、固定装置、定位块、观察块、翻转支撑。
折弯上模相当于折弯刀具,材料为45钢,通过淬火处理,使底部变硬,减少磨损,做成刀具模式,加上加固筋板,与压力机用螺栓把合;折弯下模采用45钢,设计成与折弯产品需要的V型槽,槽口宽度与深度为经典的比例关系,为使2种段节梁有通用性,设计了2个压口,进行淬火处理,增强耐磨性;滚轮装置将轴承装在箱体上,用于支撑工件,并易于移动,端部设有顶丝,用于中心块定位,防止工件窜动,使定位准确。观察块其实就是一尺子,用来与折弯上模侧面的划线比对,用来确定吃刀深度,然后退出上模,需要固定在工作台上的装置,都采用T型螺栓固定在工作台上的T型槽内。
折弯工艺过程
测量待折工件板厚,确定本批次板厚范围,调整定位工装,划出钢板中心线标记,将钢板放在滚轮装置上,抬起上模,用定位块从中心进行定位,压紧滚轮上的顶丝,对刀,微调,松顶丝,开始折第一刀,吃刀深度为折弯上模端部标记线与观察块平齐,然后退出上模,掀起翻转支撑工装,用检验角尺进行测量折弯角度,确定再压多少,一次不能压过,压不到位,再多压几次即可。有经验后,一至二次即可成功,第一刀合格后,将工件用力往里推,使折弯端面靠住后面定位装置,开始折第二刀,检验角尺进行测量合格后退出,这样折弯工序完成。

结语
采用此工装,充分发挥公司原有设备潜力,节约了大量的外协费用,摆脱了外协进度影响,采用定位工装定位,避免划线带来的误差,提高功效,满足了图样要求,同时加快了生产节奏。
来源:冲压帮




