




废料的处理原则
1.基本原则
1)废料处理问题,必须高度重视,优先考虑。
2)必须由用户确认废料滑到模具外还是压床工作台外,还是机床废料孔内。
3)废料以每一次冲裁落下为原则。
4)废料漏斗倾角,冲小孔和较小的废料漏斗角度 50 度以上,一级滑道滑 30°,二级滑道 25°,滚道 15°。
5)废料刀处必须有足够的高度,以便安装漏斗。
6)安装漏斗高度不够时,可考虑使用废料盒。
7)废料要处理得周全,并能从模具里有足够的空间取出来。
8)各种废料斗的开口部分(接口部)尺寸要注意规范。
9)当要求废料滑出压床工作台面时,废料漏斗应为二级可折式。
10)漏废料槽一定要比废料最大外形大 30MM 以上(除特殊情况外可适当减一点)。
2. 基本思路
1)废料处理的基本过程是一个循环中废料自然脱料到钻头处的过程。
2)决定废料切刀座的高度时应该考虑到滑道安装高度。
3)通道结构处理废料时通道左右和上下应该有足够的余量。
4)一般来说,废料滑道角度在模具内为 30 度,在模具外为 25 度。
5)手动送料时应该注意废料刀排布及滑道结构,保证废料不向操作人一侧行进。
6)因上刀和下刀的关系不能自然脱料时,采用强制脱料。
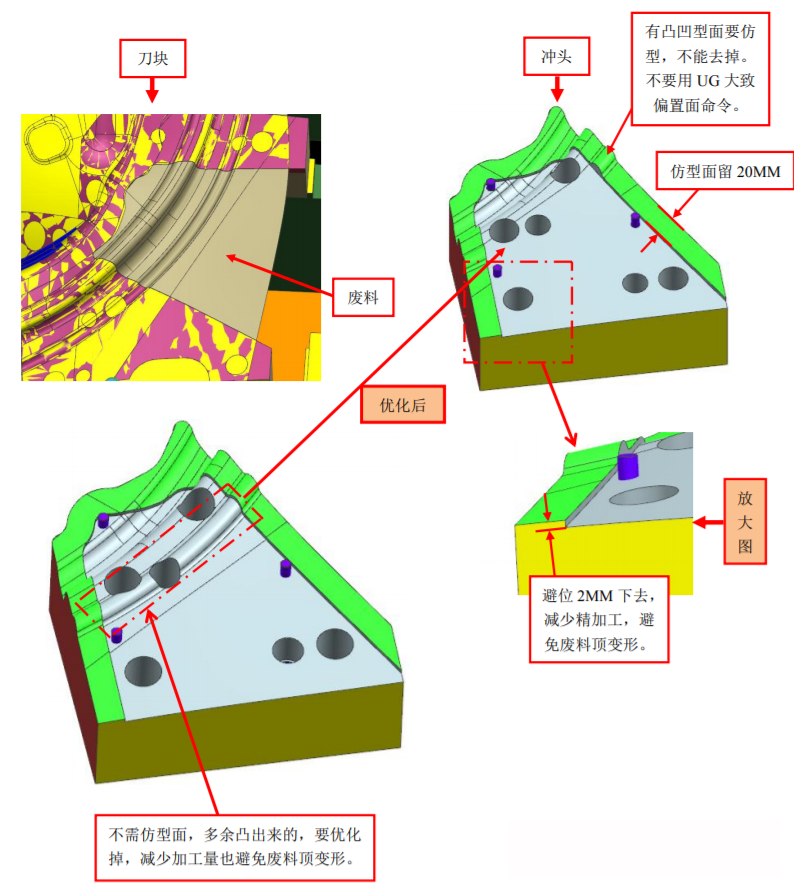
3 以防废料变形标准 注意事项:
1).冲头仿型面留 20MM,后面的避位 2MM 下去,减少精加工,避免废料顶变形。
2).不需仿型面,多余凸出来的,要优化掉,减少加工量也避免废料顶变形。
3).冲头有凸凹型面要仿型,不能去掉。
4).要模拟动作检查,要以冲头刀口处与废料接触切料,不能先让别的地方干涉顶到废料,造成废料变形。
4 Z 型废料防卡料结构
废料刀排布对掉废料的影响
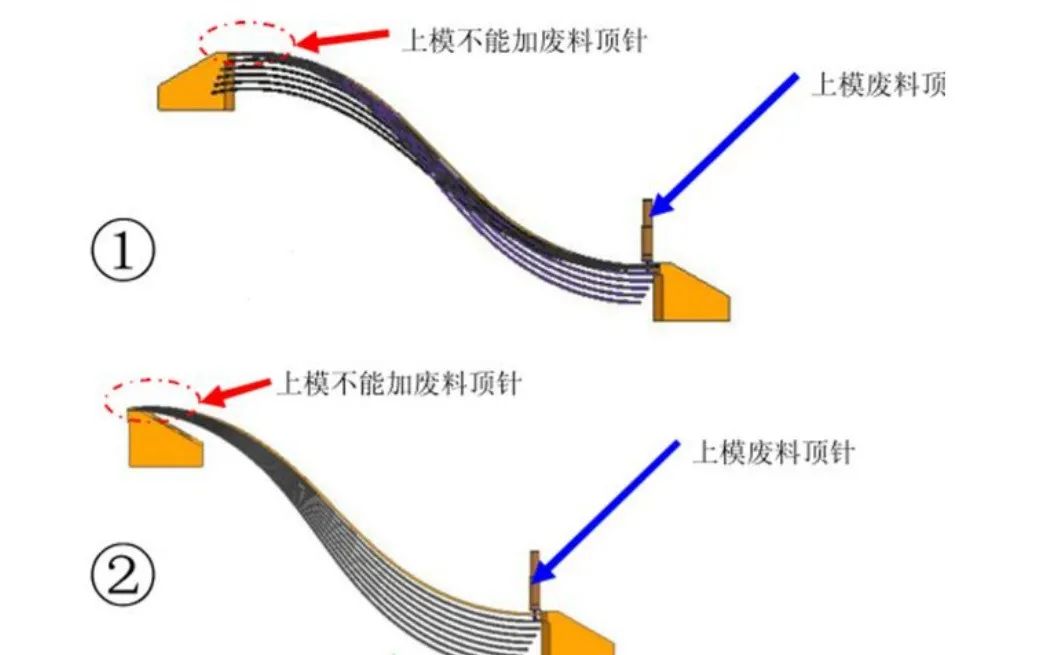
注意事项:
①上模冲头应超出下模刀口直身 1MM。
②Z 型废料卡料的情况主要是卡在下模的废料刀里面:
第 1 种情况是 Z 型废料的高点和低点的废料刀都是刀口,要在废料低点的这侧增加废料顶针,让废料沿着紫色废 料的状态旋转后排出,否则如果在废料的高点设计顶针,废料就可能沿着黑色废料的状态卡死在两把刀之间。
第 2 种情况是 Z 型废料的高点是刀背,低点是刀口,低点的上模增加废料顶针,这样 Z 型废料就会很顺畅的滑出 去。
所以我们设计的时候废料刀的排布首先要选择第②种情况
来源:冲压帮




