




文| 杨斌
TB 解析技术是汽车模具制造的核心技术,通过应用 TB解析技术来提高模具在整改过程中的品质控制能力、修正对策能力,缩短制造周期。下面详细介绍关于TB管理。
模具制作的流程
前提
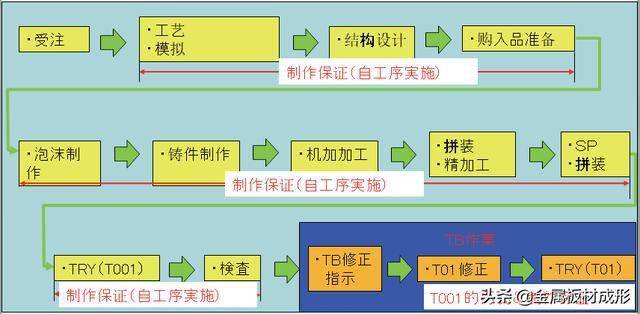
在 T001、所有的工序都必须要保证制作品质。
在 TB 作业方面、必须要保证 T001 制作的再现和 T01修正作业的品质。
T001和TB指示的 POINT
※ 在T001作业方面重要的 POINT
不能放过每个工序的不良
把握每个工序的零件品质状况(表面、寸法)
(千分表、A-TOS的活用等)
把握零件品质不良的原因
(工序不良解析 TRY 实施)
关于检查
(实施表面、寸法的工序解析检查)

※ 在 T001 零件评价方面重要的 POINT
明确评价零件品质 V1~V3
评价希望像 T001 一样严格。
检测完后,召集相关人员,共享品质状况
TB技術
零件品质评价分为 A·B·C 级别
·A 级别:需要变更部品形状
·A·B·C 级别说明参考后面资料

※TB 指示中重要的 POINT
明确合格率·H/W 目標=融入修正项目
明确不良原因=提升对策的命中率
根据重大不良(A 级别+ V1 不能板金)进行修正指示=
尽早提升模具品质
预计修正时间=明确修正周期,提升日程遵守率
扩大 TB 技术指示范围=将技术融入修正内容和尽早提升品质
B 技术指示范围(尺寸+表面+型机能修正指示)的扩大
不良等级
符合零件品质对策的等级划分。( 和零件品质评价不同 )

TB 指示的POINT1
明确合格率·H/W 目標
Q-UP 的活用

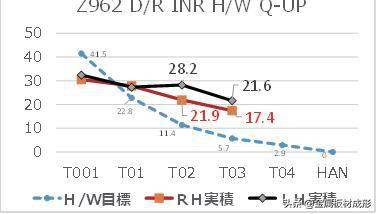
·活用Q-UP·明确目标
※ 为了提升合格率的5%,哪里的不良要修正多少都要明确
※ 为了降低H/W5分
哪里的不良要修正多少都要明确
※ 修正命中率也能管理
※ 修正着手率也能管理
TB 指示的POINT2
明确不良原因

※1PD工序保险杠里面有回弹
(翘起)发生
对策
预测 PE 工序的回弹(翘起)优化进行修正指示,提升修正命中率
※ 需要追查发生的工序

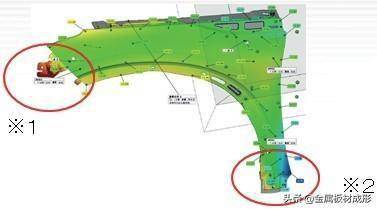
※1PE 工序保险杠里面有较大回弹,并有好转。
※2PE 工序的密封部位有扭曲
根据 A-TOS 工序解析,明确不良发生的工序,尽早发现发生的原因




